15063570556
15063570556
聯系我們
軸承知識
雙端面磨床砂輪在應用中遇到這些問題怎么辦?
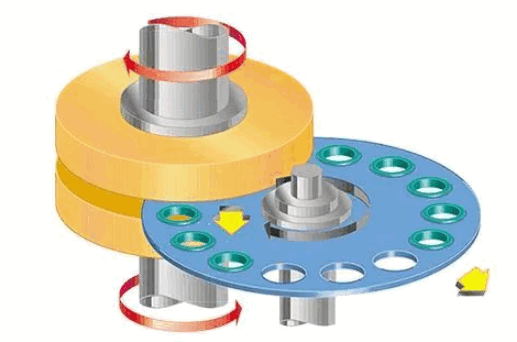
2023-07-06雙端面磨床砂輪廣泛的應用是因為其磨削加工效率比單端面磨床砂輪提高一倍多。那么,雙端面磨床砂輪在磨削加工的過程中會遇到哪些問題呢?我們又該怎么進行處理呢?
一、磨削過程中產生CBN砂輪燒傷工件
1. CBN砂輪的硬度選的偏高:應更換硬度適當的砂輪。
2.冷卻液的噴嘴方向不對或流量不充分:將冷卻液的噴嘴方向調準、流量調大。
3.CBN砂輪修整不充分:更換CBN砂輪修整器重新進行砂輪修整。
4.工件磨削的進給量過大:適當減小進給量。
5.冷卻液中過濾不干凈:重新檢查調整冷卻系統。
二、磨削工件尺寸間斷性比較差
選用的砂輪硬度太大:更換適當硬度的砂輪。
三、CBN砂輪表面出現震紋
1.進給量太大:減少進給量。
2.砂輪偏硬:降低硬度,提高工件轉速,加快修整。
3.砂輪沒有修平:將砂輪重新修整機床震動:檢查機床及周圍環境的震動情況。
四、共工件尺寸的持續性比較差
選用的砂輪硬度太低:更換適當硬度的磨削砂輪。
五、磨削后工件表面粗糙度比較差
1. 工件的速度太慢:加快工件的速度。
2. 冷卻液沒有過濾充分:檢查調整冷卻液的過濾系統是否正常。
3. 進給量偏大:適當減緩進給速度。
4. 砂輪轉速太低:調整砂輪的旋轉速度。
5. 砂輪修整不到位:調整或者更換CBN砂輪修整器重新修整。
6. 選用的砂輪粒度不配套:更換配套的粒度的砂輪。
(來源:愛銳網)